煙道風機是輸送煙道氣體的關鍵設備,主要有送風機、引風機、一次風機等幾種。它是利用輸送風機提高煙道的壓力和流速來實現煙氣的輸送,滿足用戶的需求。
煙氣中的化學成分較為復雜,灰粉較多,并含有對設備有腐蝕性的含硫化合物。經過長時間持續性運轉,輸送的煙氣量越多,粉塵在葉輪面附著的越多。一旦粉塵堆積過多以后,會導致輸送效率降低、風機震動嚴重等異常現象,嚴重者會因風機震動的加劇而使軸承損壞。
積灰過多以后,我們必須進行清理,清理周期一般都比較短,頻繁的拆裝風機也會對風機的使用壽命產生影響,煙道中的含硫化合物還會對設備表面產生腐蝕出現坑洞,加劇設備的老化,造成不必要的資源浪費。
風機葉輪積灰的產生和積灰的粘附強度受多方面因素的影響,其中包括輸送介質的特性、煙塵濃度輸送介質的濕度等。廢氣流通過葉輪時,大量的微細粉塵在葉片的非工作面前緣和后緣區域以及葉片工作面的后緣靠近葉輪后盤附近發生碰撞而沉積下來,加上高溫下粉塵黏結性較大,提高了沉積機率。我們不難看出,輸送介質的煙塵濃度和濕度是關鍵性因素。
當風機葉輪積灰達到一定程度,我們需要對積灰進行清理。比較常用的清理方式有手工機械清理、高壓水沖洗等方式。無論采用哪種方式,大多都是臨時保全的一種,并沒有對積灰的產生有任何的改善。
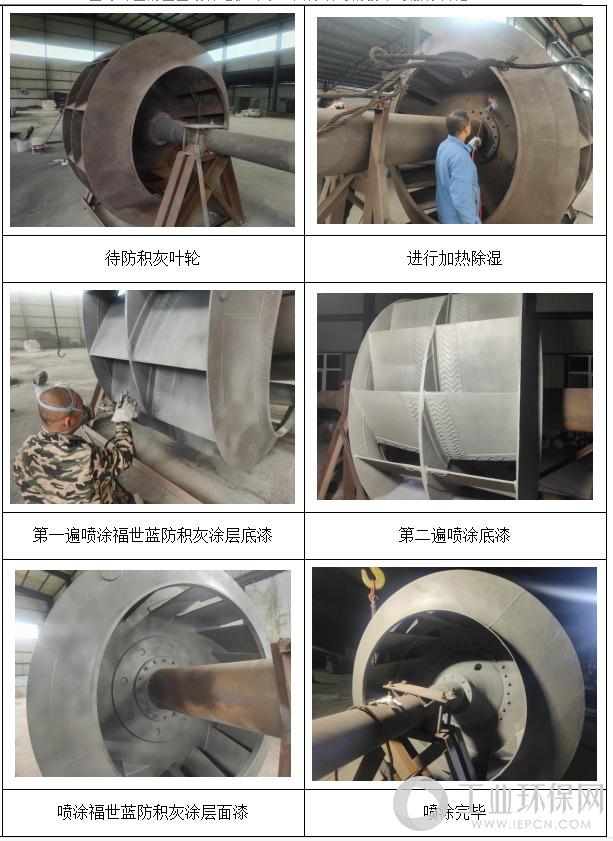
葉輪防積灰涂層是近幾年國際上比較推崇的一種全新的維護模式。其原理就是在葉輪表面噴涂一層耐磨防粘涂層,能夠有效延緩積灰現象產生,使設備維護的間隔時間延長十幾倍乃至更長時間。此方面應用福世藍?重防腐納米復合陶瓷材料涂層性能較為可靠。
該涂層是一種兩層的容積涂層,能夠防止由氣流攜帶的灰塵或顆粒材料對組件或金屬表面造成摩擦磨損,并且該涂層是一種耐熱的不粘涂層,能夠吸收移動粒子的能量來避免部件磨損。
涂層擁有防粘的特性,能提高灰塵流動性,從而防止灰塵和粉末的粘附,并且能夠很好的耐住煙氣中含硫化合物對設備的腐蝕,采用該涂層可延長維修時間間隔,提高設備綜合使用效率,降低維修維護成本。
福世藍重防腐納米復合陶瓷材料操作方法
一、涂布前準備
1、使用前滾動到桶底無沉淀或攪拌均勻無沉淀,如果長時間施工,施工過程中 不間斷攪拌以確保涂料均勻。
2、基材清理:除油除脂除銹,噴砂Sa2.5級或以上,表面粗糙度40—50微米。
3、涂布工具:干凈干燥,不可沾有水或者其它物質,否則會影響材料功效甚至報廢。
二、涂布方式
1、噴涂:普通噴涂,可噴涂兩遍或以上,一遍實干即可噴涂下一遍。
2、刷涂:軟硬中等的毛刷均勻涂布即可。可刷涂兩遍或以上,一遍實干刷涂下一遍。
3、輥涂:均勻輥涂涂布即可,可輥涂兩遍或以上,一遍實干輥涂下一遍。
4、浸涂:一般浸涂一遍即可。
三、涂布工具清洗
用無水乙醇清洗后,壓縮空氣吹干存放即可。
四、涂層處理
涂層涂布完成后讓涂層自然實干(25℃氣溫大約24 小時),或130℃烘烤45分鐘快速表干,涂層實干冷卻后,重復以上工藝流程涂布第二遍或以上,達到所需涂層厚度(60~100μm),常溫放置一周完成涂層陶瓷化(固化),之后涂層即可使用或加工后使用。
G-1091和G-1092配合使用操作方法:
基材噴砂后,以G-1091作為底涂層,噴涂2-3遍,每次噴涂的間隔時間均為10-15分鐘以上,溫度低需適當延長間隔時間,達到所需的涂層厚度(60-100μm)。以G-1092 作為面涂層,只能噴涂一遍,否則后續涂布的涂層與第一次不附著或附著力不好。所有涂布完成后常溫放置一周即可投入使用。
 通過認證
通過認證 



 工業環保網APP
工業環保網APP
 企業手機版商城
企業手機版商城
 關注抖音,更多精彩
關注抖音,更多精彩
 掃碼關注視頻號
掃碼關注視頻號
 掃碼關注微信公眾號
掃碼關注微信公眾號